The Welder Series Universal Rear Step Notch Kit is easy to assemble and install. The pieces fit together using alignment tabs to make clamping and welding a breeze.
Typically used in the custom car, truck and mini truck market to drop the frame past the rear axle, the step notch kit is available in two widths: 2-5/8″ and 3-3/8″ wide outside, and 6-1/2″ from the top of the original frame to the top of the notch. Each kit is manufactured from 3/16″ pickled and oiled mild steel.
The installed notch depth will vary, depending on how tall the frame rails are, and what sweep the original frame rails have. The Chevrolet S10 chassis used in the installation example below, for instance, has 4″ of axle clearance with 18″ wheels when the frame is laying on the ground.
- Alignment tabs. No guesswork when it comes to squaring it up. Easy to clamp while you’re tacking it together. The original two-piece step notch. Inner boxing plates are also included.
- Weld it off the frame. The majority of the welding is done on your bench, where you can position the piece for the best weld. When you’re done welding the notch, just set it on the frame rail and weld it in place.
- Sits on outside top corner of the frame rail. If you choose to grind the welds, you’ll have a smooth transition from the notch to your frame rails.
- Integral inner frame rail boxing plates. The inner plates weld to both the upper and lower flange of a C channel frame rail for strength.
Get The Kit: Welder Series Universal Rear Step Notch Kit
The Welder Series kit ships via UPS for $25.50 to the lower 48 States and 10 Canadian Provinces. No duty or brokerage charges. No surprises. Tracking information will be provided.
Installing the Welder Series Universal Step Notch Kit Step-by-Step
Jeff shows step-by-step how to install the Welder Series Universal Rear Step Notch Kit, as pictured below.

These are the pieces required for one side (the kit includes enough plates to notch both sides of one frame). The plate on the right is the outside/top/bottom (you’ll understand soon), while the top left plate is for the inside and the two rectangular plates are the inner boxing plates.

Did you notice the four lines on this plate? Those aren’t just reference lines to tell you where to bend, they are actually laser-cut slits right through the 3/16? steel. At each end of the slits (and in the middle of three), there are ‘bridges’ where the material is not cut through. These material ‘bridges’ are all you’re bending, and they will hold the angle while you check it for square. All you need to bend the plate are a couple of adjustable wrenches and a table or vice.

With the plate clamped to Jeff’s bench, he folded it to about 90 degrees and then double-checked the angle with a square.

In this picture, you can see how the plates are bent to a perfect corner-to-corner alignment, which is ideal for welding.

You can now see how the flat plate has been transformed into the top, front, back, outside, and bottom! Also, notice the tabs on the open end of the notch…


… they are also on the inside plate, which allows you to clamp the pieces together corner-to-corner.

Jeff started welding the corners with his MIG.

If you wanted to grind the weld smooth, this would be the time to do it. Jeff decided to run it as-is. Another advantage of an inside corner to inside corner weld is the option to grind it and still have lots of weld left.

Now it’s time to move over to the frame. This truck had C notches from a previous life, so we’re going to have to work around them for now. You can see the plate on the outside of the frame rail which was a part of the old C notch kit. It will eventually be removed.

The stock S10 frame has a wide upper flange that needs to be trimmed before installation. You can see how far it’s keeping the outer surface of the notch from the outer surface of the frame rail.

Jeff marked a cut line to straighten the top flange.

He used a cutting disc for the job.

The welded notch was positioned on the rail, and the bottom of the inside plate was marked and trimmed to fit based on the curve of the frame rail.


On the S10 frame, the top outside corners aren’t a sharp radius – instead, they slope down to the outside about 3/8? from the edge. Jeff trimmed the front and back of the notches to let the outside hang down to fill the gap.

After trimming the bottom of the inside plates, Jeff leveled the notch and ran a bead along the front and back.

To make it easier to weld, Jeff bent the plates slightly so they rested on the lower flange.

Jeff welded the notch in place. Notice the C-notch is still there – we’ll deal with that in the next step.


Extend the lines of the inside of the notch down onto the rail.

There are many ways to cut the frame rail. Jeff chose a reciprocating saw and his friend Rob.

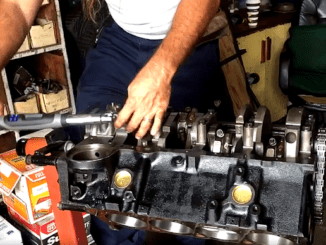
The next step is to box the rails with the included boxing plates. In this picture, you can see how Jeff welded the top and bottom flanges to the inside plate, as well as the leftover plate on the outside of the rail from the previous C-notch. Once this plate is removed, the Welder Series step notch will be flush with the outside of the frame.

With the boxing plates welded, Jeff can move on to the other side…
Welder Series Step Notch Full Assembly
- Alignment tabs — No guesswork.
- Includes Integral inner boxing plates.
- Weld it off the frame. Bench weld the notch then set it on the frame rail and weld it in place.
Get The Kit: Welder Series Universal Rear Step Notch Kit