

Oxyacetylene welding, commonly referred to as gas welding, is a process that relies on the combustion of oxygen and acetylene. When mixed together in correct proportions within a hand-held torch, a relatively hot flame is produced. The chemical action of the oxyacetylene flame can be adjusted by changing the ratio of the volume of oxygen to acetylene.
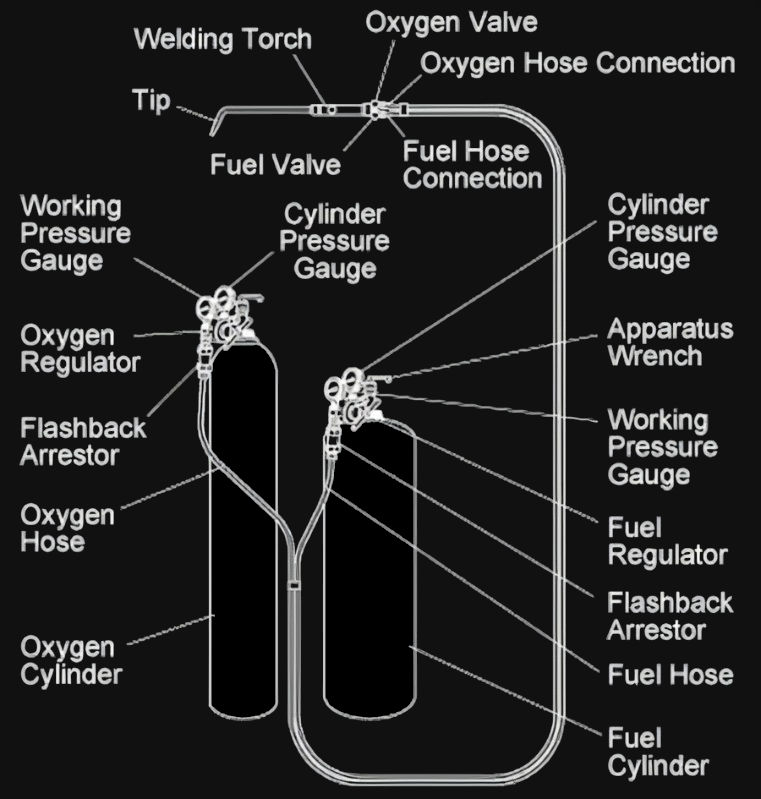
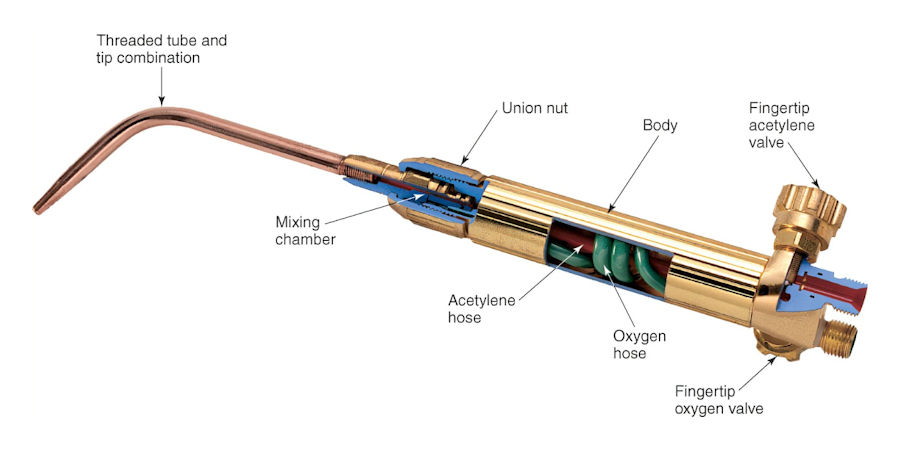
Oxyacetylene equipment is portable and easy to use. It comprises oxygen and acetylene gases stored under pressure in steel cylinders. The cylinders are fitted with regulators and flexible hoses which lead to the torch. Specially designed safety devices such as flame traps are fitted between the hoses and the cylinder regulators. The flame trap prevents flames generated by a ‘flashback’ from reaching the cylinders; principal causes of flashbacks are the failure to purge the hoses and overheating of the torch nozzle.
When welding, the operator must wear protective clothing and tinted colored goggles. As the flame is less intense than an arc and very little UV is emitted, general-purpose tinted goggles provide sufficient protection.
Welding is generally carried out using the neutral flame setting which has equal quantities of oxygen and acetylene. The oxidizing flame is obtained by increasing just the oxygen flow rate while the carburizing flame is achieved by increasing acetylene flow in relation to oxygen flow.

Neutral Flame 
Oxidizing Flame 
Carburizing Flame
Because steel melts at a temperature above 2,500° F (2500-2800°F or 1371-1540°C), the mixture of oxygen and acetylene is used as it is the only gas combination with enough heat to weld steel. However, other gases such as propane and hydrogen can be used for joining lower melting point non-ferrous metals, and for brazing and silver soldering.
Gas Welding 101 ~ Fusion & Filler Welding
Karl from Make It Kustom shows you how to gas weld with an oxy-acetylene torch including old-school gas welding techniques, tips, and a step-by-step tutorial covering both fusion welding and filler welding…



