

This video shows how to make a simple but exciting Bomber Seat. It’s constructed from steel with very little welding and can be done with simple tools.
Bomber seats have been used in racing cars for many years. The term comes from the days when military surplus aircraft seats were fitted into competition cars to save weight.
Now there is a trend for many traditional-style cars to use “bomber” seats, and these days most of them are custom-built since the supply of military surplus seats has largely dried up.
True bomber seats were made from thin, high-strength aluminum, and they were usually riveted together. While everyone likes the look of rivets, making a complex riveted structure takes an inordinate amount of precision and time.
I wanted to make a bomber seat using an easier process, so I designed a seat with the sides, bottom, and back made from a single piece of metal. I added a simple reinforcement to the edge — which also gives the seat a more finished appearance. I made my seat from steel, so the joints could be easily spot or plug welded with a machine like the Multimatic® 215.
The first step was making some models from paper, working out the shape and proportions I desired. Once I finalized the design, it was simple to scale up the dimensions and do a full-sized layout.
I made a bending fixture from some scrap tubing and plate. Laying out bends can be challenging, but I devised a simple system. Rather than trying to position and clamp a piece of tubing onto sheet metal for making the bends, I placed a stop on the tube that registers the edge of the sheet metal.
This makes it easy to make consistent bends, even when some are angled, like the seatback. I positioned the stop to create a 3-inch flat flange, and the tube gives a 2-inch- radius curve. If you bend the metal to 90 degrees, each side draws in 2-¼ inches, so to get a 16-inch-wide seat, I start with a blank 20-½ inches-wide.
Aircraft seats are often riddled with holes to reduce weight, and I really like this look. I decided to use oval punches for this seat, with a staggered pattern, and I spaced the holes as close as the tooling would allow. I used a J-shaped strip of metal to reinforce the edges and to cover the raw metal edge. I spot welded everything together, but the joints could be plug welded, too.
Plug welding is easily accomplished with a MIG welder or multiprocess welder. Once you decide where to place the welds, a hole is drilled or punched through one thickness of metal — I normally use a 5/16-inch-diameter hole for this.
Next, the overlapped panels are clamped tightly together, and a weld bead is run around the edge of the hole, adding filler wire until the hole is plugged completely.
Done correctly, this makes a low-profile weld, with excellent strength and very little distortion. If desired, you can grind the weld flat, making it completely invisible.
Here’s the finished seat, and I’m delighted with the way it came out!

Making the seat from a single piece of metal, and spot welding the joints really eased the construction. A seat like this can be made in a fraction of the time it would take to make a riveted aluminum bomber seat.
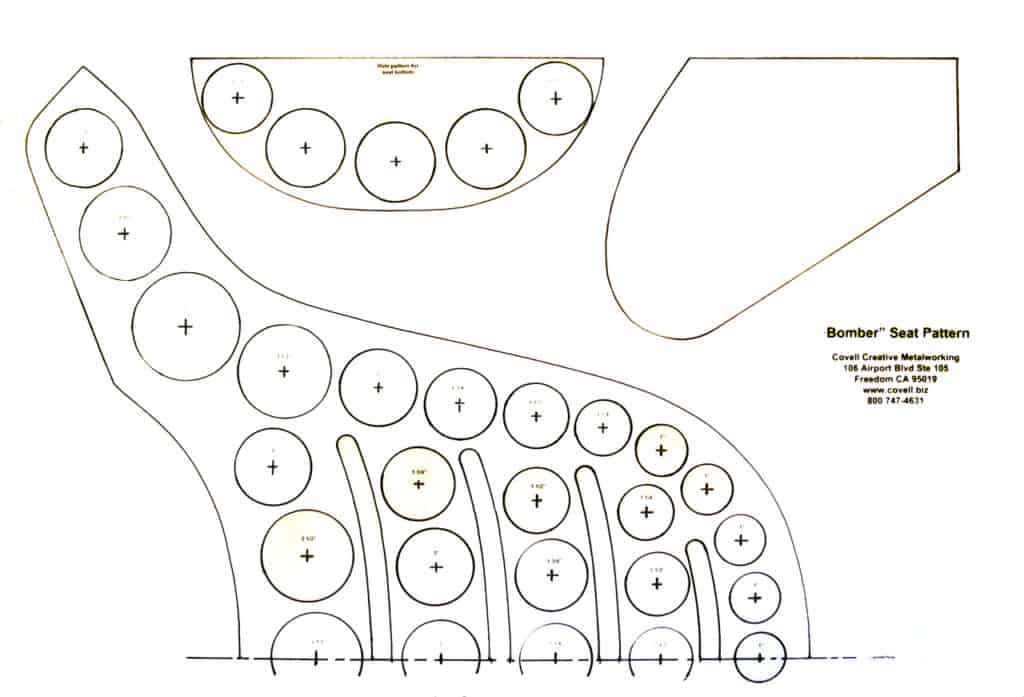
Order the Covell Bomber Seat Drawing: http://covell.biz/covell-bomber-seat-drawing/
About Ron Covell
Ron Covell is a talented welder and metalworker in the automotive industry. Covell is a contributor for Hot Rod Network, where he has a popular column titled, “Professor Hammer’s Metalworking Tips.” He also owns Covell Creative Metalworking, offers instructional metalworking DVDs, and hosts workshops around the country.



